

Prozesssichere Vermessung von Mikrometerwerkzeugen
Blum Digilog-Lasermesssysteme bei Zecha Hartmetall-Werkzeugfabrikation GmbH
Wie man prozessischer Zweischneider-Schaftfräser mit einem Durchmesser von 10 µm misst oder ein PKD-Werkzeug, das bei einem Durchmesser von 6 Millimeter 42 Schneiden hat.
Redaktionelle Bearbeitung: Technik und Wissen
Die Zecha-Werkzeuge kommen in vielen Branchen zum Einsatz: Vom Formen- und Werkzeugbau über Dental- und Elektrotechnik bis hin zu Pharma-, Textil-, Möbelindustrie sowie Schmuck, Automotive und Aerospace reicht das Portfolio der Kunden. Das Unternehmen hat sich auf Werkzeuge von Durchmesser 12 mm bis hin zu sehr kleinen Mikrowerkzeugen mit Durchmesser 0,01 mm in höchster Präzision spezialisiert. Sie herzustellen, verlangt ein Höchstmass an Kompetenz, denn Geometrien normal-grosser Werkzeuge können nicht einfach in den Mikrobereich herunterskaliert werden. Beim Einsatz von Fräsern mit wenigen Zehntel Millimeter im Durchmesser herrschen andere Zerspanungsbedingungen als bei herkömmlichen Dimensionen.
Sichtbare Kante erst unter dem Rasterelektronenmikroskop
Wer mit der Lupe das Schaftende der Zecha-Werkzeuge betrachtet, sieht, wie ernst man diese Themen nimmt: Auf der Schaft-Endfläche ist in winziger Schrift die Seriennummer sowie Durchmesser und Radius des Fräsers gelasert – bewusst nicht auf der Schaftfläche, wo die Beschriftung für eine Beeinträchtigung des Rundlaufs sorgen könnte.
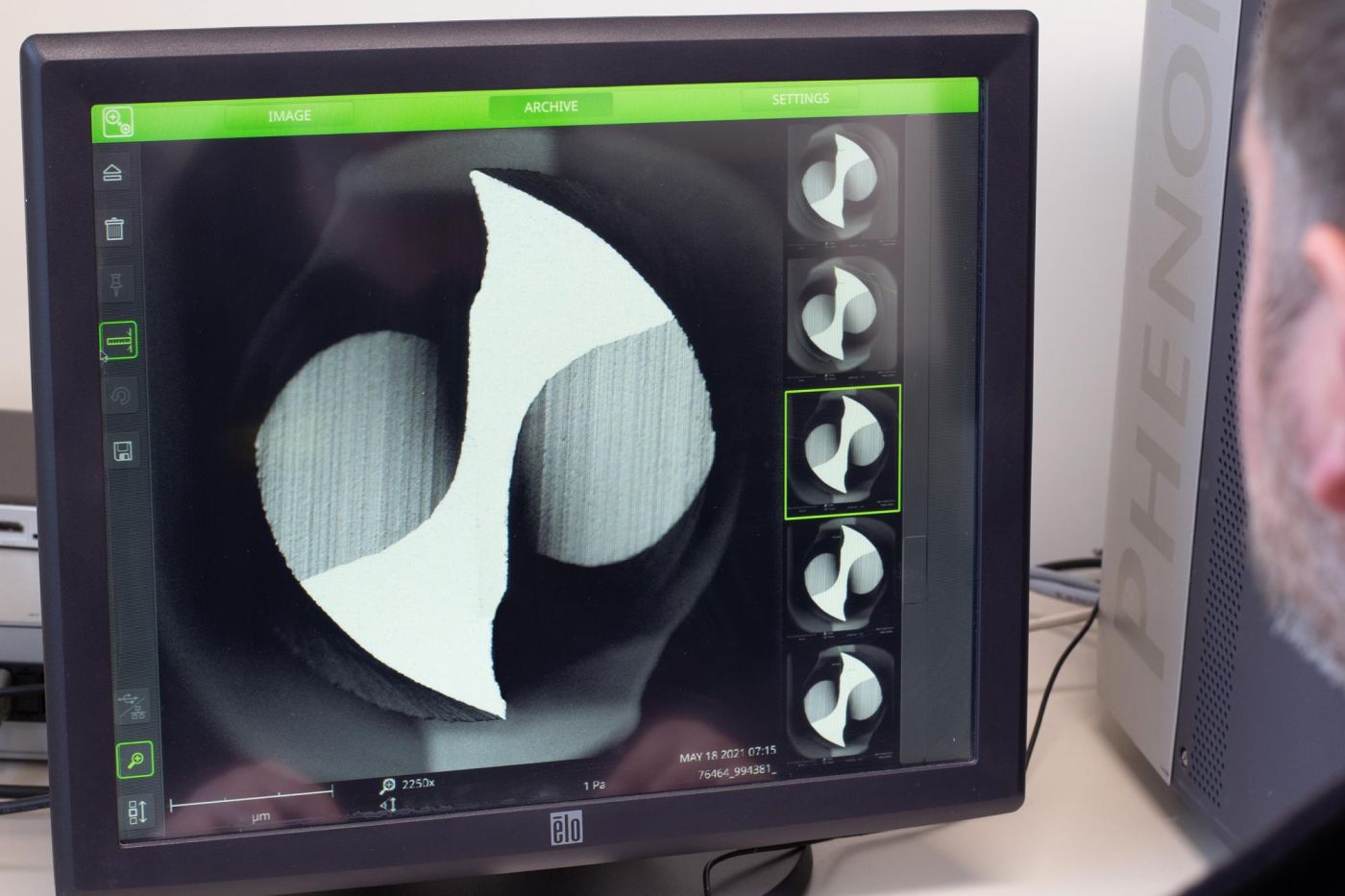
Bei speziellen Werkzeugserien werden die Schneiden der Mikrowerkzeuge mittels Lasertechnologie final bearbeitet, was zum einen eine extreme Schärfe ermöglicht, wie bei der Iguana-Serie zu sehen ist.
Zum anderen ist eine freiere Gestaltung der Schneidengeometrie möglich als bei dem sonst üblichen Schleifverfahren, was sich bei den Werkzeugen der Marlin 3D-Serie widerspiegelt. Die Kante einer solchen laserbearbeiteten Schneide ist dann gerade einmal noch ein Tausendstelmillimeter breit und kann nur noch mit einem Rasterelektronenmikroskop angeschaut werden.
Die Zecha-Spezialisten hatten im Jahr 2020 gemeinsam mit dem Werkzeugmaschinenhersteller Kern Microtechnik GmbH aus Eschenlohe die Idee, das Know-how beider Firmen in der Mikrobearbeitung plakativ unter Beweis zu stellen, indem auf einer Kern MicroHD mit einem Zweischneider-Schaftfräser mit 10 µm im Durchmesser ein Schriftzug in ein menschliches Haar gefräst wurde. Dabei handelte es sich im ersten Schritt um eine reine Werbeaktion, die aber sehr erfolgreich war und den Unternehmen einige Anfragen im Bereich extrem kleiner Werkzeuge einbrachte.

Sichtbare Kante erst unter dem Rasterelektronenmikroskop
Wer mit der Lupe das Schaftende der Zecha-Werkzeuge betrachtet, sieht, wie ernst man diese Themen nimmt: Auf der Schaft-Endfläche ist in winziger Schrift die Seriennummer sowie Durchmesser und Radius des Fräsers gelasert – bewusst nicht auf der Schaftfläche, wo die Beschriftung für eine Beeinträchtigung des Rundlaufs sorgen könnte.
Bei speziellen Werkzeugserien werden die Schneiden der Mikrowerkzeuge mittels Lasertechnologie final bearbeitet, was zum einen eine extreme Schärfe ermöglicht, wie bei der Iguana-Serie zu sehen ist.
Zum anderen ist eine freiere Gestaltung der Schneidengeometrie möglich als bei dem sonst üblichen Schleifverfahren, was sich bei den Werkzeugen der Marlin 3D-Serie widerspiegelt. Die Kante einer solchen laserbearbeiteten Schneide ist dann gerade einmal noch ein Tausendstelmillimeter breit und kann nur noch mit einem Rasterelektronenmikroskop angeschaut werden.
Die Zecha-Spezialisten hatten im Jahr 2020 gemeinsam mit dem Werkzeugmaschinenhersteller Kern Microtechnik GmbH aus Eschenlohe die Idee, das Know-how beider Firmen in der Mikrobearbeitung plakativ unter Beweis zu stellen, indem auf einer Kern MicroHD mit einem Zweischneider-Schaftfräser mit 10 µm im Durchmesser ein Schriftzug in ein menschliches Haar gefräst wurde. Dabei handelte es sich im ersten Schritt um eine reine Werbeaktion, die aber sehr erfolgreich war und den Unternehmen einige Anfragen im Bereich extrem kleiner Werkzeuge einbrachte.
Messung der Mikrobearbeitungsaufgaben in der Maschine
Marcus Becker, Anwendungstechniker Fräsapplikation bei Zecha, erinnert sich: «Diese Werbeaktion trug Früchte und die ersten Kunden mit Mikrobearbeitungsaufgaben kamen auf uns zu. Dabei kam die Frage auf, wie man solch kleine Werkzeuge, die um ein Vielfaches kleiner als ein menschliches Haar sind, vermessen kann oder wie man sicherstellt, dass der Bearbeitungsprozess reproduzierbar ist.» Besonders wichtig ist hierbei, dass die Messung in der Maschine erfolgt, da nur so sämtliche Einflussfaktoren erfasst und kompensiert werden können.
Da der Maschinenhersteller Kern bereits seit vielen Jahren standardmässig Lasermesssysteme von Blum in die Präzisionsmaschinen integriert und Zecha solch eine High-End-Maschine sein Eigen nennt, war die Lösung in Form des LC50-Digilog schnell gefunden. «Nach ersten Tests des Systems war uns sofort klar, dass das Blum-System perfekt für die Vermessung von Mikrowerkzeugen geeignet ist – auch wenn diese gerade einmal 10 Mikrometer im Durchmesser messen», erklärt Becker.


Lasermesssysteme mit der revolutionären Digilog-Technologie
Blum hatte 2017 mit dem LC50-Digilog eine neue Generation Lasermesssysteme vorgestellt, die erstmals mit der revolutionären Digilog-Technologie ausgestattet war und in Sachen Präzision, Messgeschwindigkeit und Prozesssicherheit alles Dagewesene in den Schatten stellte. Im Gegensatz zu herkömmlichen Lasersystemen, die einen einzelnen Messwert generieren, wenn der Laserstrahl zu einem bestimmten Grad abgeschattet ist, ermittelt das Lasermesssystem LC50-Digilog den tatsächlichen Messwert auf Basis von tausenden Einzelwerten pro Sekunde.
Zudem erkennt das intelligente System – aufgrund der Vielzahl an Messwerten pro Schneide – Schmutz- und Kühlschmiermittelanhaftungen am Werkzeug und rechnet sie aus dem Ergebnis heraus, was die Messergebnisse nochmals zuverlässiger macht. «In Kombination mit vielen weiteren Verbesserungen, wie der perfektionierten Laseroptik, einer optimierter Strahlform und des um 30 Prozent reduzierten Fokusdurchmessers, ermöglichen wir eine Absolutgenauigkeit jenseits aller vergleichbaren Messsysteme, erklärt Kai Fundel, Vertriebstechniker bei Blum-Novotest.

Werkzeugbruchüberwachung entscheidend für die Prozesssicherheit
Wenig überraschend ist, dass beim Einsatz von Mikrowerkzeugen neben der Werkzeugvermessung auch die Werkzeugbruchüberwachung ein wichtiges Thema ist und im Fall eines 10 µm-Werkzeugs sogar entscheidend für die Prozesssicherheit. Die Wahrscheinlichkeit eines Werkzeugbruchs ist hier naturgemäss deutlich höher als bei Standardwerkzeugen und ein Bruch könnte ohne das Lasermesssystem nur anhand der nicht stattfindenden Bearbeitung entdeckt werden. Hier bietet die berührungslose Messung bei Bearbeitungsdrehzahl, wie sie mit dem Digilog-System von Blum möglich ist, grosse Vorteile, denn sie erfolgt sekundenschnell und absolut zuverlässig, ohne die Gefahr das Werkzeug zu beschädigen.
Aber auch bei der Prozessentwicklung für Kunden spielt der LC50-Digilog eine wichtige Rolle wie Becker berichtet: «Mit Hilfe des LC50-Digilog sind wir in der Lage, in neuen Prozessen oder bei neuentwickelten Werkzeugen die Standzeit und den Verschleiss genau zu erfassen. Schliesslich wollen unsere Kunden bereits vor dem Kauf wissen, welche Standzeit sie erwarten können. Von Vorteil ist dabei, dass das Lasermesssystem nicht auf die Mikrowerkzeugtechnik beschränkt ist, sondern alle unsere Werkzeugdurchmesser abdeckt. So können wir mit einem Messsystem alle Prozesse entwickeln. Auch unterschiedliche Beschichtungsfarben beeinflussen die Messergebnisse nicht. Wir haben gemeinsam mit Entwicklern von Blum zum Test unser gesamtes Werkzeugportfolio durchgemessen und ausnahmslos beste Messwerte erreicht.»
Rundlauf von besonderer Bedeutung
Thilo Hutmacher aus der Forschung und Entwicklung bei Zecha verdeutlicht: «Ob Visualisierungen der gemessenen Werkzeugkontur, um Ausbrüche zu beurteilen, oder Statistiken für Langzeittests, LC-Vision bietet mir auch in der Werkzeugentwicklung viele nützliche Informationen. Für die Beurteilung unserer eigenen Fertigungsprozesse nutzen wir beispielsweise die Einzelschneidenvermessung, bei der alle Schneiden eines Werkzeugs gemessen und miteinander verglichen werden können. Und das eben auch bei Werkzeugen mit nur 10 µm im Durchmesser!»
«Gerade bei sehr kleinen Werkzeugen ist der Rundlauf von besonderer Bedeutung», so Hutmacher weiter, «im schlimmsten Fall reicht eine Unwucht aus, das Werkzeug bei Nenndrehzahl abzureissen. So sind Messungen in der Maschine, mit laufender Spindel und im Werkzeughalter extrem wichtig für uns, weil eben das gesamte System gemessen wird und nicht nur einzelne Komponenten.»
«Auch in der Messgeschwindigkeit ist das Digilog-System sehr gut», so Becker weiter, «eine normale Messung dauert nur wenige Sekunden, während andere Technologien bei einer geringeren Genauigkeit ein Vielfaches dieser Zeit benötigten.»
Das Verhalten der Maschine kennenlernen
Zecha setzt zusammen mit den Lasermesssystemen auch die Software LC-VISION ein. Dabei handelt es sich um eine Mess- und Visualisierungssoftware, mit der am Steuerungsbildschirm eine Vielzahl an Messaufgaben schnell und einfach generiert, visualisiert und ausgewertet werden können. «Die ‹Stability Funktion› in LC-VISION beispielsweise ermöglicht es uns, vereinfacht gesagt, das Verhalten der Maschine kennenzulernen», sagt Becker. «So kann man beispielsweise relativ schnell herausfinden, wann die Maschine einen stabilen thermischen Zustand erreicht hat und mit der Bearbeitung gestartet werden kann.»
Becker hebt zudem die Bedienerfreundlichkeit der zugehörigen Messsoftware LC-VISION hervor, die mehr Möglichkeiten und Komfort bietet, als wenn die Messvorgänge per NC-Zyklus aufgerufen und ausgeführt werden. So bietet die Software Auswertungen über viele Messreihen hinweg, ein Dashboard, das unter anderem Verschleisstrends abbildet sowie eine intuitive Erstellung von Messprogrammen für eine Vielzahl an Werkzeugen.

Das Verhalten der Maschine kennenlernen
Zecha setzt zusammen mit den Lasermesssystemen auch die Software LC-VISION ein. Dabei handelt es sich um eine Mess- und Visualisierungssoftware, mit der am Steuerungsbildschirm eine Vielzahl an Messaufgaben schnell und einfach generiert, visualisiert und ausgewertet werden können. «Die ‹Stability Funktion› in LC-VISION beispielsweise ermöglicht es uns, vereinfacht gesagt, das Verhalten der Maschine kennenzulernen», sagt Becker. «So kann man beispielsweise relativ schnell herausfinden, wann die Maschine einen stabilen thermischen Zustand erreicht hat und mit der Bearbeitung gestartet werden kann.»
Becker hebt zudem die Bedienerfreundlichkeit der zugehörigen Messsoftware LC-VISION hervor, die mehr Möglichkeiten und Komfort bietet, als wenn die Messvorgänge per NC-Zyklus aufgerufen und ausgeführt werden. So bietet die Software Auswertungen über viele Messreihen hinweg, ein Dashboard, das unter anderem Verschleisstrends abbildet sowie eine intuitive Erstellung von Messprogrammen für eine Vielzahl an Werkzeugen.
Bruchkontrolle nach jedem Bearbeitungsschritt
So kann Zecha seinen Kunden heute Komplettpakete aus Zecha-Werkzeug, Prozess und Digilog-System präsentieren, die eine hohe Bearbeitungsqualität sicherstellen und bestmögliche Produktivität gewährleisten. Die Bruchkontrolle nach jedem Bearbeitungsschritt schützt Maschine und Folgewerkzeuge – sie ist eine Voraussetzung für einen störungsfreien mannlosen Betrieb. Und die hochwertigen Werkzeuge lassen sich bis an die individuelle Verschleissgrenze nutzen, statt nach einer vorgegebenen, mit Sicherheitsfaktoren beaufschlagten Lebenszeit getauscht zu werden.
Impressum
Textquelle: Blum Novotest
Bildquelle: Blum Novotest
Redaktionelle Bearbeitung: Technik und Wissen
Informationen



Veröffentlicht am: